Das „Goldmaterial“ für
EV-Kabel:
PEEK 5601G01/5601G02
Wegweisend für das Zeitalter des Hochvolt-Schnellladens. Löst effektiv kritische Probleme wie Korona-Erosion und Isolationsausfälle bei hohen Temperaturen auf 800V-Plattformen und ermöglicht gleichzeitig leichte und hochzuverlässige Motorkabelbäume.

Ist Ihr Isolationssystem bereit für die Ära des Hochvolt-Schnellladens?
With the popularization of 800V and even 1000V architectures, motors and wire harnesses are facing stronger electric field stress and more stringent corona resistance requirements. Traditional materials are prone to softening, degradation, or cracking in extreme environments, making PEEK the only definitive solution.
PEEK-Material: Der natürliche „König“, der neue Maßstäbe in der Isolation setzt
Hervorragende Hochtemperaturbeständigkeit
Dauereinsatz bei 260℃, kurzzeitige Spitzen bis zu 300℃. Erweicht oder degradiert nicht in der heißen Umgebung im Inneren des Motors.
Ultimative elektrische Leistung
Das Einschicht-Extrusionsverfahren sorgt für eine dünnere und gleichmäßigere Isolationsschicht, die den Belastungen durch das elektrische Feld bei 800V perfekt standhält.
Ultrahohe mechanische Festigkeit
Verschleißfest und biegestabil; bewahrt die strukturelle Integrität der Isolation selbst unter hochfrequenten Vibrationsbedingungen des Motors.
Hervorragende chemische Beständigkeit
Hohe Toleranz gegenüber Ölen, Kühlmitteln und Salzsprühnebel, was eine problemlose Anpassung an extrem komplexe Betriebsumgebungen ermöglicht.
Vorteil durch Leichtbau
Die Dichte ist weitaus geringer als bei Metallen, was das Gewicht der Isolationsschicht erheblich reduziert und die Reichweite von New Energy Vehicles (NEVs) effektiv verlängert.
Grüne & kohlenstoffarme Fertigung
Energieeffiziente Verarbeitung bei vollständiger Recyclingfähigkeit der Produktionsabfälle, erfüllt strengste Anforderungen an die Nachhaltigkeit.
PEEK 5601G01/5601G02
Die maßgeschneiderten „Gold-Partner“ für Automobilkabel
-
Hervorragende Extrusionsverarbeitbarkeit
Die exzellente Schmelzfließfähigkeit ermöglicht eine einstufige Einschicht-Extrusion und gewährleistet eine extrem hohe Konzentrizität der Isolationsschicht.
-
Starke Haftung auf dem Leiter
Optimiert durch eine Spezialformel, um die Herausforderung der Haftung zwischen PEEK und Kupfer perfekt zu lösen – kein Ablösen oder Abblättern.
-
Ermüdungs- und Biegebeständigkeit
Resistent gegen Rissbildung beim Biegeprozess der Hairpin-Motormontage, bietet langfristigen Schutz für die Motorwicklungen.
Wesentliche Wettbewerbsvorteile
Extrusionsverfahren und Anlagen für PEEK-Drähte und -Kabel
Die Extrusionsanlagen werden in Standard-Runddrahtsysteme und Profildrahtsysteme unterteilt, wobei letztere eine deutlich höhere Präzision erfordern.
>>> Trocknungsprozess des PEEK-Materials
Der Feuchtigkeitsgehalt des PEEK-Rohstoffs ist sehr gering und liegt typischerweise bei etwa 5‰. Der Vorbehandlungsprozess sieht wie folgt aus: Verwendung eines Adsorptionstrockners bei 150°C für ca. 5 Stunden. Durchführung eines Feuchtigkeitstests mit einer 10g-Probe; der Feuchtigkeitsgehalt muss vor Produktionsbeginn unter 0,1% liegen.
>>> PEEK-Extrusionstechniken
Die Extrusionsverfahren werden in zwei Arten unterteilt: Schlauchextrusion (Tubing) und Druckextrusion.

Schlauchextrusion (Tubing)
Der Kunststoff bildet vor der Ummantelung ein Rohr durch die Matrize und wird dann durch Zugspannung gestreckt, um sich um den Drahtkern zu legen.

Druckextrusion
Der Kunststoff wird durch den in der Matrize aufgebauten Druck direkt auf den Draht- oder Kabelkern aufgepresst und ummantelt.
Verfahrensvergleich: Schlauchextrusion vs. Druckextrusion
| Schlüsseldimensionen | Schlauchextrusion (Tubing) | Druckextrusion |
|---|---|---|
| Grundprinzip | Der Kunststoff bildet ein Rohr durch die Werkzeuge und wird durch Zugspannung auf den Aderkern gestreckt. | Der Kunststoff wird durch hohen Druck innerhalb der Matrize direkt auf den Kern gepresst und stoffschlüssig ummantelt. |
| Produktionseffizienz | Hoch: Nutzt das Reckvermögen des Kunststoffs voll aus; hohe Liniengeschwindigkeit und Extrusionsleistung. | Niedrig: Der hohe Gegendruck in der Düsenbohrung führt zu einer geringeren Extrusionsleistung. |
| Mantelstruktur | • Geringere
Dichte/Kompaktheit • Etwas lockere Verbindung mit dem Kern • Mögliche „Durchzeichnungen“ auf der Oberfläche |
Ausgezeichnet: • Massive, hochdichte Struktur • Perfekte Verbindung mit dem Kern • Zuverlässiger Isolationswiderstand |
| Oberflächenbeschaffenheit | Ebene Oberfläche, kann jedoch Spuren der darunter liegenden Kernverseilung aufweisen. | Ausgezeichnet: Sehr glatte, ebene Außenfläche mit hervorragender Rundheit. |
| Konzentrizitätsregelung | Ausgezeichnet: Einfach einzustellen, gleichmäßige Wandstärke, unbeeinflusst von Biegungen des Kerns. | Schlecht: Schwer einzustellen; neigt bei verbogenem Kern zu starker Exzentrizität. |
| Mechanische Eigenschaften | Ausgezeichnet: Hohe mechanische Festigkeit und Flexibilität durch „Molekülorientierung“ beim Recken; hohe Rissbeständigkeit. | Schlecht: Geringere Biegefestigkeit des extrudierten Drahtkerns. |
| Werkzeuglebensdauer | Lang: Das große Spiel der Matrize führt zu minimalem Verschleiß und einer längeren Lebensdauer. | Kurz: Die hohe Abhängigkeit von der Präzision führt zu schnellerem Verschleiß der Matrize. |
| Bedienung und Kosten | Vorteilhaft: Einfacher Werkzeugaufbau, hohe Vielseitigkeit und Materialeinsparung. | Hohe Anforderungen: Erfordert extrem präzise Werkzeugabstimmung und hohe Abhängigkeit von spezifischen Vorrichtungen. |
| Anwendungsszenarien |
Die meisten Isolationsschichten, insbesondere
für: • Hocheffiziente Produktion • Profilierte Kerne (Sektor-, Flachdrahtform) • Anwendungen, die hohe Flexibilität erfordern |
Spezifische Szenarien: • Kerne mit kleinem Querschnitt • Anforderungen an ultrafeste Verbindung und perfekte Rundheit • Polymere mit sehr geringen Reckverhältnissen |
Technisches Datenblatt (TDS)
Typische Eigenschaften der Serie JUNHUA® PEEK 5601
| Prüfmerkmale | Norm | Einheit | Typischer Wert |
|---|---|---|---|
| Mechanische Eigenschaften | |||
| Zugfestigkeit | ISO 527-2 | MPa | 95 |
| Zugmodul | ISO 527-1 | GPa | 3.6 |
| Nominelle Reißdehnung | ISO 527-2 | % | 30 |
| Biegefestigkeit | ISO 178 | MPa | 150 |
| Izod-Kerbschlagzähigkeit | ISO 180/A | kJ/m² | 6.5 |
| Thermische Eigenschaften | |||
| Schmelzpunkt | DSC | ℃ | 343 |
| Wärmeformbeständigkeitstemperatur (HDT 1.8MPa) | ISO 75-2 | ℃ | 152 |
| Dauergebrauchstemperatur (CUT) | UL 746B | ℃ | 260 |
| Brennbarkeitsklasse (1.6mm) | UL 94 | - | V-0 |
| Elektrische Eigenschaften | |||
| Durchschlagfestigkeit (2.0mm) | IEC 60243-1 | kV/mm | 23 |
| Dielektrizitätskonstante (1kHz) | IEC 60250 | - | 3.2 |
| Dielektrischer Verlustfaktor (1MHz) | IEC 60250 | - | 0.003 |
Typische Verarbeitungshinweise
Hinweise:
1. Die oben genannten typischen Werte basieren auf Spritzgussspezifikationen. Für Parameter des Extrusionsprozesses wenden Sie sich bitte an unser technisches Team.
2. Diese Leistungsindikatoren sollten nicht als endgültige Abnahmekriterien herangezogen werden.
Unsere Dienstleistungen für PEEK-Drähte und -Kabel
Wir verstehen uns als Ihr strategischer und verlässlicher Partner für PEEK-Kabellösungen. Das bedeutet für uns mehr als nur die Bereitstellung von Rohstoffen und Mustern – es bedeutet unsere Verpflichtung, über den gesamten Projektlebenszyklus hinweg kontinuierliche technische Unterstützung und Produktionsoptimierung zu bieten: Herausforderungen gemeinsam anzugehen, Innovationen voranzutreiben und sicherzustellen, dass Ihre Produkte dem Wettbewerb immer einen Schritt voraus sind.
Bedarfsanalyse und Beratung
Präzise Erfassung der technischen Kernprobleme des Kunden durch gezielte Beratung und fachliches Zuhören, um die am besten geeigneten Rohstoffe zu empfehlen.
Darstellung des technischen Mehrwerts
Wir bieten echten Mehrwert durch maßgeschneiderte Optimierungspläne für Effizienz, Kosten und Risikokontrolle, basierend auf Ihren spezifischen Formgebungsanlagen und -prozessen.
Langfristige Partnerschaftsgarantie
Als strategische Partner bieten wir ganzjährigen technischen Service und Prüfungen, regelmäßige Nachfassaktionen und Unterstützung bei der Optimierung der Produktionsparameter zur Maximierung der Wirtschaftlichkeit.
Umfassender Musterservice
Ausgestattet mit zwei fortschrittlichen Kabelproduktionslinien und integrierten visuellen Inspektionssystemen bieten wir unseren Kunden schnelle, unkomplizierte und umfassende Services zur Bemusterung.
Unsere Prüfkapazitäten für PEEK-Drähte und -Kabel
Unser professionelles Prüf- und Analysezentrum ist mit einem umfassenden Instrumentarium ausgestattet. Wir bieten unseren Kunden lückenlose Prüfungen vom Rohstoff über physikalische Kennwerte bis hin zu elektrischen Leistungskennzahlen. Auch die Bemusterung von Kabeln in Kleinserien ist möglich.
Elektrische und anwendungstechnische Prüfungen
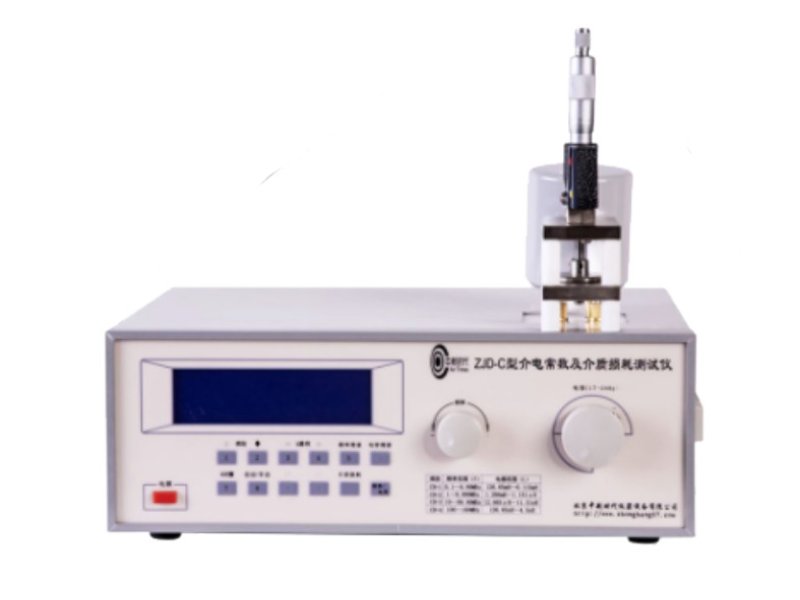
Prüfung der Dielektrizitätskonstante
Misst präzise die relative Fähigkeit von Materialien, Ladung bei bestimmten Frequenzen und Temperaturen zu speichern, und liefert damit kritische Daten für das Design von Hochfrequenzschaltungen.

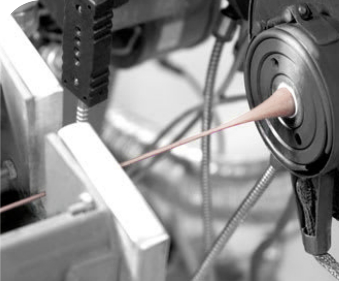
Online-Durchschlagsprüfung
Nutzt Hochfrequenz-Funkenprüfgeräte zur Gewährleistung der Isolationsintegrität und der Sicherheitsstandards durch Simulation von Hochspannungsbedingungen während der laufenden Produktion.

DSC (Dynamische Differenzkalorimetrie)
Analysiert Energiedifferenzen und thermische Übergänge von Materialien unter kontrollierten Temperaturen zur Bestimmung von Schmelzpunkten und Kristallinität.

Prüfung der Durchschlagfestigkeit
Bestimmt den maximalen Spannungsgradienten, den ein Isolationsmaterial vor dem elektrischen Durchschlag aushalten kann – eine fundamentale Kennzahl zur Bewertung der Isolationssicherheit.
Anlagen zur Materialanalyse

Dichtemessgerät
Dient zur Überprüfung der tatsächlichen Dichte des Endprodukts.

Rockwell-Härteprüfer
Bestimmt die Rockwell-Härte von Werkstoffen.

TGA (Thermogravimetrische Analyse)
Misst Gewichtsänderungen in Abhängigkeit von der Temperatur zur Analyse der thermischen Stabilität.

Charpy-Pendelschlagwerk
Misst die absorbierte Gesamtenergie unter Schlageinwirkung, um die Zähigkeit des Bauteils zu gewährleisten.
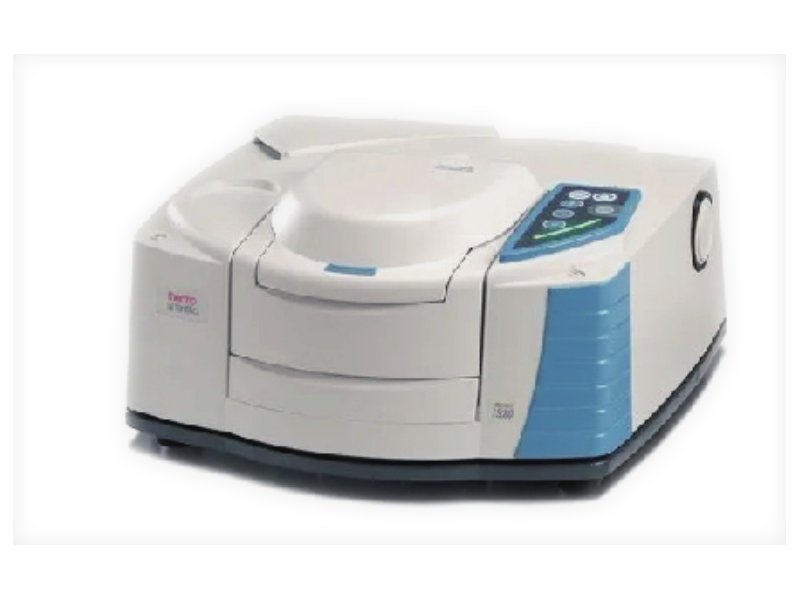
FTIR-Spektrometer
Identifiziert Materialgruppen zur präzisen Unterscheidung zwischen PEEK-, PPS-, PPSU- und PI-Strukturen.

Izod-Pendelschlagwerk
Bewertet die Schlagzähigkeit von gekerbten Proben, um Sprödbrüchen im Einsatz vorzubeugen.

Universalprüfmaschine
Zur Prüfung konventioneller mechanischer Eigenschaften, einschließlich Zugfestigkeit, Biegung und Modul.
Warum die Serie PEEK 5601G01/5601G02 Ihre kluge Wahl ist?
Kompromisslose Zuverlässigkeit im 800V-Hochvoltzeitalter
Traditionelle Materialien neigen an Biegestellen zu Rissbildung. Unsere Serie nutzt eine überlegene Koronabeständigkeit, um das Risiko von Isolationsausfällen vollständig zu eliminieren.
Geringere Gesamtbetriebskosten (TCO)
Die einstufige Extrusion erhöht die Gutteilrate erheblich. Auch wenn die anfänglichen Materialkosten höher sein mögen, bieten die verbesserte Fertigungseffizienz und die verlängerte Lebensdauer einen besseren Wert über den gesamten Lebenszyklus.
Leichtbau für mehr Reichweite
Eine dünnere Isolationsschicht bietet einen noch stärkeren Schutz. Dies hilft Herstellern von New Energy Vehicles (NEVs), das Gesamtgewicht zu reduzieren und ihren zentralen Wettbewerbsvorteil auszubauen.
Einhaltung globaler Standards & Nachhaltigkeit
Erfüllt die strengen globalen Umweltauflagen und dient als Ihre „Eintrittskarte“ in internationale Lieferketten (wie die europäischen und amerikanischen Märkte).